Diagnóstico geométrico da performance de sua máquina ferramenta CNC 10 vezes mais rápido
- Reduz custo com tempo de máquina parada e manutenção.
- Relatórios de confornidade com as normas ISO, ASME e JIS.
- Usando o aparelho em manutenção Preditiva com diagnóstico facil.
Resumo de funcionamento do Ball Bar
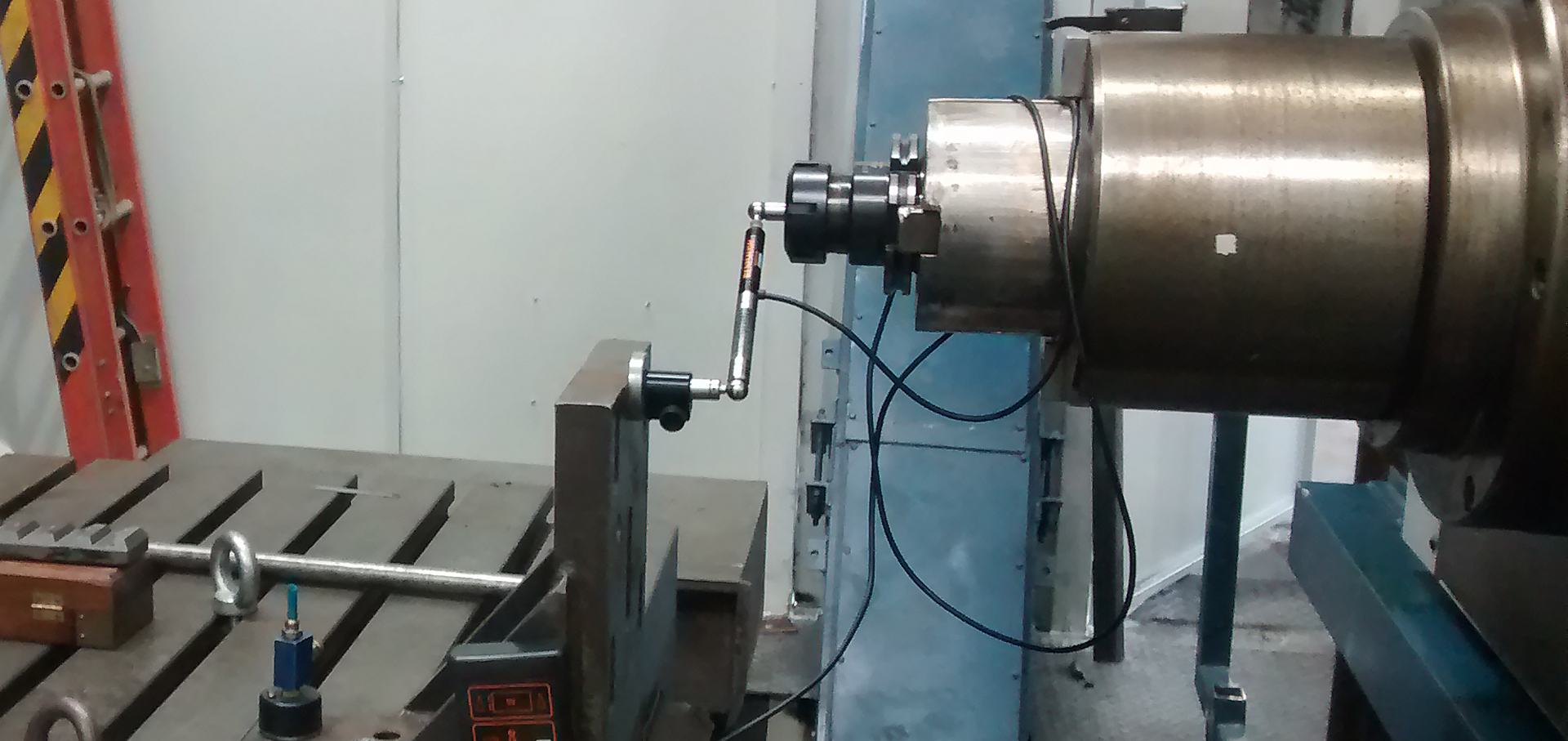
O componente principal do sistema de ballbar é o transdutor linear. A precisão do transdutor linear pode ser medida com sua compressão e expansão em um curso de aproximadamente +1mm sobre seu comprimento nominal. O transdutor envia sinais elétricos que são convertidos em uma forma que pode ser lida através de software do computador. Isto permite mudanças minuciosas no comprimento nominal do transdutor a ser medido e analisado.
Podem ser acrescentadas barras de extensão ao transdutor para aumentar seu comprimento nominal.
O ballbar é conectado a uma saída serial do computador através de uma interface do sensor. A interface do sensor contém circuitos eletrônicos alimentados por uma bateria de 9V que rastreia a compressão e a expansão do transdutor, executando a leitura dos dados e enviando o relatório das medições para o computador através da comunicação serial.
O sensor ballbar possui interruptores de proteção que se desligam automaticamente (para a proteção do equipamento) nas situações seguintes:
- Quando está desconectado do computador.
- Quando o transdutor e o computador estão inativos por um período de tempo. Este tempo é prefixado dentro do software.
O software realiza leituras de dados do sensor conectado a um máximo de 250 leituras por segundo. São selecionadas taxas de amostra mais lentas automaticamente, as taxas mais baixas são lidas para evitar que o tamanho do arquivo se torne excessivamente grande.
A qualidade de todos os componentes produzidos em máquinas CNC está diretamente ligada à performance da máquina. Assim, problemas com a máquina, inevitavelmente resultam em perda de produção e refugo de peças, e de modo a minimizar estes transtornos, são implementados sistemas de inspeção mais intensivos, entretanto, isto ocorre quando já houve peças refugadas e conseqüente baixa de eficiência.
Assim, torna-se necessário verificar a performance da máquina antes de executar a produção, e deste modo, o Renishaw Ball Bar tornará este serviço prático e rápido, uma vez que verificará a máquina operatriz em programa de manutenção preditiva.
Rapidez
Usando o sistema Renishaw Ball Bar ao invés de usar a peça Nasa, o diagnóstico geométrico do equipamento pode ser executado e solucionado em um tempo 10 vezes menor que o convencional.
Benefícios de utilização
- Aprovação de performance de novas máquinas
Renishaw Ball Bar é um método de teste internacional que possibilita facilmente comparar uma máquina com outra, obtendo erros e performance de estabilidade - Classificação de máquina
As máquinas podem ser facilmente classificadas quanto à precisão dentro dos padrões ISO, certificando que as peças produzidas foram feitas em máquinas capazes de atingir a qualidade especificada, evitando refugo e retrabalho. - Manutenção
Como parte integrante de um programa de manutenção preditiva, o Renishaw Ball Bar pode revelar a performance da máquina aos engenheiros de manutenção, e assim de modo objetivo, efetuar a intervenção correta, diminuindo os custos hora-máquina parada, significando menor custo em intervenções. - Diagnóstico de falhas
Rapidamente pode ser verificado se houve dano de produção no equipamento que colidiu, tomando a decisão de continuar a produção ou executar uma intervenção de manutenção. - Teste para aceitação de máquinas
O Renishaw Ball Bar pode ser utilizado como teste rápido para obtenção de informações numéricas sobra esquadro, sincronismo dos eixos, circularidade e repetibilidade. Está incluído nas normas internacionais ISO 230 e ASME B5.54 destinada à avaliação de performance de máquinas. - Assistência técnica
Detecta facilmente os problemas e automaticamente efetua o diagnóstico quantificando individualmente os erros da máquina, reduzindo os custos de assistência técnica. - Apresentação dos resultados obtidos
De forma a facilitar a visualização e interpretação, o sistema efetua o seguinte diagnóstico:- Folga no fuso de esferas dos eixos X, Y, Z (Backlash)
- Pico de reversão dos motores dos eixos X, Y, Z (Reversal Spikes)
- Deslocamento do eixo de simetria (Lateral Play)
- Erro de ciclo (Cyclic Error)
- Sincronismo de eixos em ms (Servo Mismatch)
- Esquadro em m/m (Scale Error)
- Desvio do centro dos eixos em m (Centre Offset)
Ranking
A apresentação é em forma de classificação dos erros, determinando prioridades de intervenção e, após a correção do mesmo e captura de novos dados, novamente o sistema executa nova classificação.
Característica do Sistema Ball Bar
| Resolução | 0,1 μm |
|---|---|
| Precisão | + 0,5 μm a 20°C |
| Quantidade máxima de amostras | 250 valores por segundo |
| Quantidade máxima de pontos capturados | 3.600 por ciclo |
| Extensões disponíveis | 50 mm; 150 mm; 300 mm |
| Campo de temperatura de operação | 0° a 50°C |
Com o sistema QC10 Ball Bar somente 10 minutos para diagnóstico da falha de sua máquina
1. Setup
- A configuração é rápida e fácil com software baseado em Windows guiando o operador através de cada etapa.
- Modelos de teste podem ser configurados para testes padronizados.
- A barra esférica QC10 é montada entre duas juntas magnéticas repetíveis.
- Um programa de comando G02 e G03 simples é tudo o que é necessário para o teste.
2. Captura
- A máquina realiza dois arcos circulares consecutivos, um teste no sentido horário e o outro no sentido anti-horário.
- A barra esférica QC10 mede com precisão quaisquer desvios no ???????
3. Análise
- Os dados do Ball Bar são enviados diretamente para um PC através de um link RS232 padrão.
- O software Ball Bar 5 HPS da Renishaw analisa os dados de acordo com os padrões de desempenho da máquina ISO230-4, ASME B5.54 – B5.57, JIS B6194 or GB/T17421.4.
- A forma do gráfico da barra de bolas indica as principais fontes de erro da máquina.